河南泰航节能科技发展有限公司
河南泰航节能科技发展有限公司
水平加料电炉加料水冷料槽(小车固定料槽/小车活动料槽(舌头)的使用维护要点
发布时间:2025-12-28 浏览:16次
水平加料电炉加料水冷料槽(固定料槽/活动料槽(舌头))
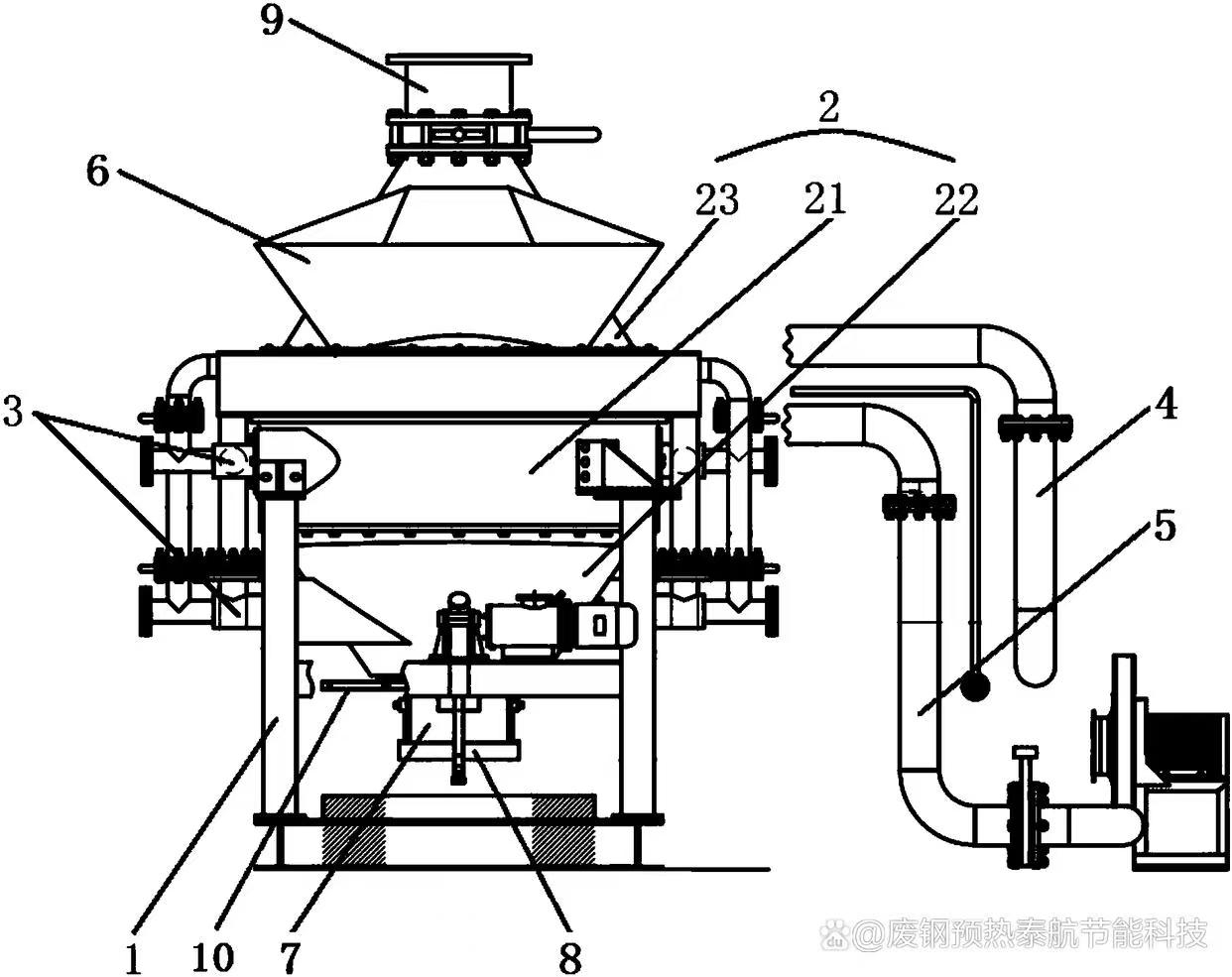
泰航节能水平加料小车水冷槽是康斯迪电炉连续加料系统的核心承载输送部件,由安装在小车振动器上方的固定料槽和直接伸入电炉炉内的活动料槽(简称“小车舌头”) 两部分组成,二者通过10.9级高强度铰制孔螺栓刚性紧固连接,形成一体化输送通道,配合四轴振动器的水平激振力,实现废钢“快退慢进”式连续、均匀入炉,同时依托迷宫式水冷结构与耐磨防护设计,耐受炉口高温辐射与废钢冲击磨损,保障加料系统稳定运行。
一、 固定料槽的制作过程与核心作用
(一) 精细化制作过程
1. 原料选型与下料
选用NM400耐磨板(内衬)+ Q345R钢板(本体结构) 复合下料,内衬板厚度≥12mm,本体钢板厚度≥10mm;根据设备图纸精准放样,采用数控等离子切割下料,确保槽体尺寸偏差≤±2mm,切口平整无毛刺。
2. 成型与组焊
- 先将内衬耐磨板折弯成槽型,再与Q345R本体钢板组对,内部焊接迷宫式水冷通道隔板,形成独立并联水冷腔室,确保水流无死角、冷却均匀。
- 采用多层多道埋弧自动焊,焊前对母材预热至100-150℃,避免低温焊接裂纹;焊缝成型饱满,焊脚高度≥8mm,关键焊缝做100%渗透探伤(PT),无气孔、夹渣、裂纹等缺陷。
3. 整体退火与矫正
焊接完成后,将槽体送入退火炉进行整体去应力退火,升温至600-650℃,保温4-6小时后随炉冷却,消除焊接残余应力;出炉后用数控矫正机对槽体平面度、直线度进行矫正,确保底座平面度偏差≤0.5mm/m,防止安装后与振动器贴合不良。
4. 高压水试漏与补焊
封堵料槽水冷进出口,接入高压水泵进行24小时保压试漏,试验压力≥1.0MPa;全程监测压力变化,若出现压降或渗漏点,标记后进行补焊,补焊后再次试漏,直至无渗漏为止。
5. 精加工与表面处理
- 用数控加工中心铣削底座安装平面与螺栓孔,确保螺栓孔位置度偏差≤±0.1mm,满足与振动器的精准装配;同时加工水冷进出口法兰面,保证密封贴合。
- 对槽体内外表面进行打磨抛光,去除焊疤与毛刺;外表面喷涂耐高温防锈漆(耐温≥200℃),内衬耐磨板表面做钝化处理,提升耐磨性与抗腐蚀性。
6. 装配与出厂检验
安装水冷进出口球阀、流量传感器接口,紧固高强度安装螺栓;检测水冷腔室水流速≥1.5m/s,记录料槽尺寸、试漏压力等参数,出具出厂合格报告。
(二) 核心作用
1. 承载与输送载体:作为加料小车的基础承载部件,承接来自振动器的水平激振力,驱动槽内废钢做往复滑抛运动,实现连续向活动料槽输送废钢。
2. 振动传导与减震适配:底座与振动器刚性连接,顶部配弹簧减震垫,高效传导激振力的同时,隔离部分振动冲击,保护水冷管路与电气元件。
3. 高温防护与寿命保障:迷宫式水冷系统持续带走热量,耐受预热段800-1000℃的烟气辐射,防止槽体高温变形;NM400耐磨内衬抵御废钢冲击磨损,使用寿命保证10000炉次。
4. 连接过渡枢纽:通过高强度螺栓与活动料槽精准对接,形成无缝输送通道,避免废钢卡滞、洒落,保障加料连续性。
二、 活动料槽(小车舌头)的制作过程与核心作用
(一) 强化型制作过程
活动料槽的基础制作流程与固定料槽一致,因长期伸入电炉内(直面1200℃以上高温辐射与熔渣飞溅),在材质、结构、防护上做针对性强化:
1. 原料升级选型
内衬选用NM500超高耐磨板(厚度≥15mm),本体采用16MnDR低温韧性钢板,增强高温环境下的抗变形与抗熔蚀能力;水冷腔室隔板加厚至8mm,提升结构强度。
2. 水冷结构优化
炉口端增设双回路强化水冷腔,水流速提升至≥2.0m/s,重点冷却伸入炉内的前端区域;腔室内壁焊接导流筋,避免水流短路,确保冷却均匀性。
3. 密封与防护强化
- 炉口接触端加装耐高温柔性密封板,与电炉炉口动态贴合,防止炉内高温烟气外溢;槽体前端边缘做堆焊耐磨处理(堆焊层厚度≥5mm),抵御熔渣冲刷。
- 焊接完成后,额外增加局部回火处理,对前端高温区焊缝二次消除应力,提升抗疲劳性能。
4. 试漏与检验升级
保压试漏时间延长至36小时,试验压力提升至1.2MPa;对前端高温区焊缝做超声波探伤(UT),确保无内部缺陷;精加工后对前端接触面做研磨处理,保证与固定料槽对接无缝隙。
(二) 核心作用
1. 高温区物料输送:直接伸入电炉炉内,承接固定料槽输送的废钢,将其精准送入炉内冶炼区域,是连接加料系统与电炉的关键“桥梁”。
2. 极端工况耐受:依托双回路强化水冷与NM500耐磨内衬,耐受炉内高温辐射、熔渣飞溅与废钢冲击,使用寿命保证1500-2000炉次,适配电炉倾动±10°的工况需求。
3. 密封防溢防护:前端柔性密封板与炉口紧密贴合,减少炉内高温烟气外逸,降低现场热辐射与粉尘污染,保障操作人员安全。
4. 快速更换适配:采用高强度螺栓与固定料槽连接,拆卸便捷,可实现快速更换,减少电炉停机时间。
三、 联合运维关键要求
1. 日常巡检重点
每班检查料槽连接螺栓的紧固性,防止振动松动;监测水冷系统压力(≥0.3MPa)、进出水温差(≤15℃),严禁断水运行;观察槽体有无变形、渗漏、异响,发现异常立即停机检修。
2. 定期维护规范
- 每周清理槽体内外积渣与粉尘,检查耐磨内衬磨损情况,磨损厚度超过50%时及时修补。
- 每月校验水冷流量、温度传感器,紧固螺栓扭矩,更换水冷系统过滤器滤芯。
- 活动料槽达到寿命周期后,整体更换,避免因高温变形导致废钢卡滞或漏水事故。